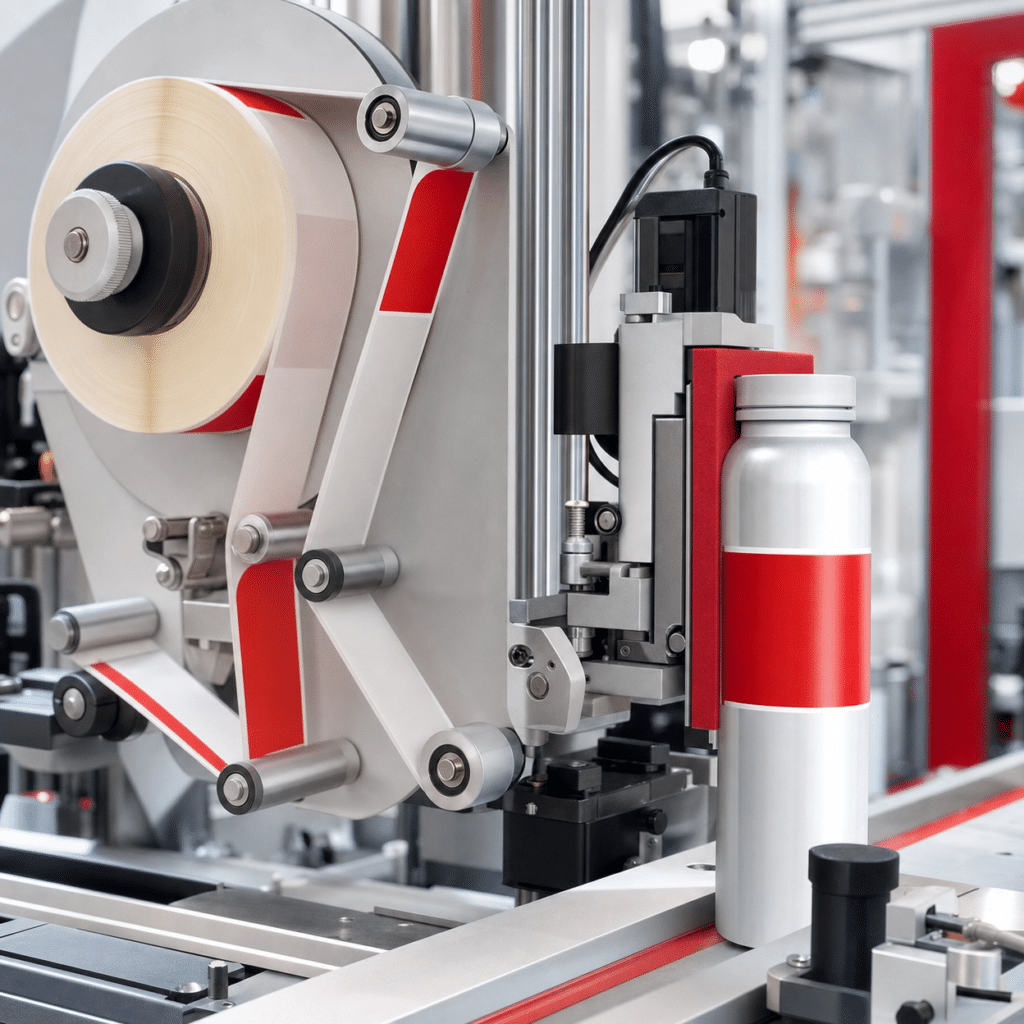
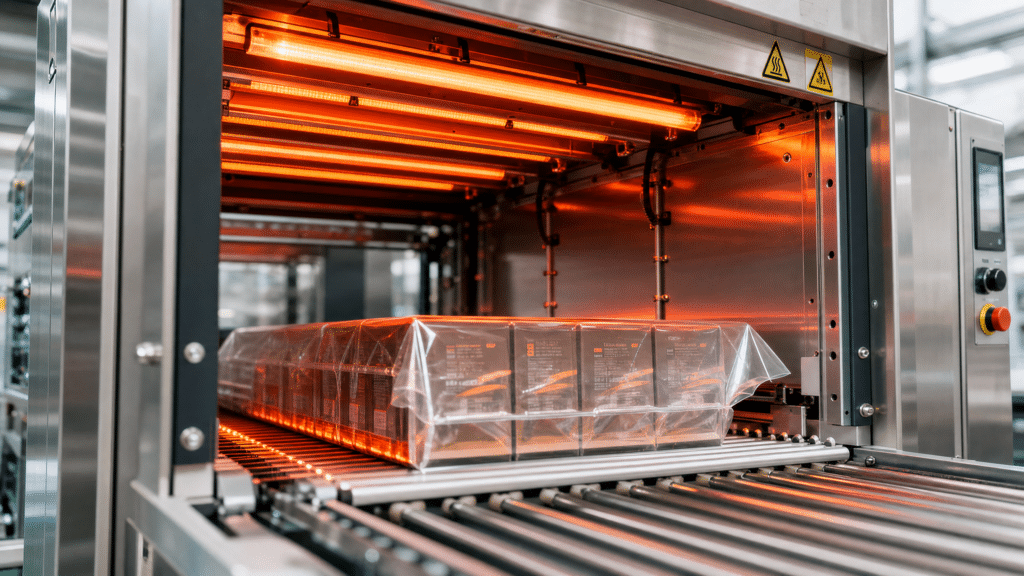
Na busca incessante por eficiência e apresentação impecável de produtos, a escolha do sistema de embalagem correto é uma decisão estratégica que impacta diretamente a competitividade de qualquer indústria. Os túneis de encolhimento, também conhecidos como shrink tunnels, desempenham um papel vital na criação de embalagens seguras, esteticamente agradáveis e invioláveis. A tecnologia de encolhimento térmico não apenas melhora o aspecto visual nas prateleiras, mas também garante a integridade do produto desde a fábrica até o consumidor final. Este guia completo explora os fundamentos da tecnologia shrink, analisa as diferenças entre os sistemas de aquecimento disponíveis no mercado, compara os principais tipos de filmes termoencolhíveis e demonstra como a seleção adequada do equipamento pode revolucionar a sua linha de produção com ganhos reais de produtividade e redução de custos logísticos. Figura 1: Túnel de encolhimento operando em linha de produção, garantindo embalagens perfeitamente ajustadas, seguras e com acabamento profissional. O Que é a Tecnologia Shrink e Como Funciona um Túnel de Encolhimento? A tecnologia shrink baseia-se na aplicação controlada de calor sobre um filme plástico termoencolhível que envolve o produto. Quando submetido a temperaturas específicas dentro do túnel, o filme sofre uma contração molecular, moldando-se perfeitamente aos contornos do item embalado. O resultado é uma embalagem cristalina, tensionada e com aspecto profissional que agrega valor percebido ao produto. Um túnel de encolhimento industrial é composto essencialmente por uma câmara aquecida, um sistema de ventilação para distribuição do calor e uma esteira transportadora de velocidade ajustável. A eficiência do processo depende do equilíbrio preciso entre três variáveis críticas: a temperatura da câmara, a velocidade da esteira e o fluxo de ar. O ajuste fino desses parâmetros é o que diferencia uma embalagem com rugas e imperfeições de uma embalagem cristalina e perfeitamente tensionada. O processo completo segue uma sequência lógica: o produto é primeiro envolto pelo filme termoencolhível (por meio de uma seladora ou embaladora), e em seguida passa pela esteira do túnel, onde o calor provoca a contração do filme. A velocidade da esteira determina o tempo de exposição ao calor, enquanto a temperatura da câmara define a intensidade do encolhimento. Esse controle duplo permite que o mesmo equipamento processe desde frascos delicados de cosméticos até fardos robustos de bebidas. Figura 2: Detalhe do interior de um túnel de encolhimento com tecnologia infravermelha, evidenciando os elementos aquecedores e a esteira transportadora de roletes. Tecnologias de Aquecimento: Resistência vs. Infravermelho A escolha do sistema de aquecimento impacta diretamente o consumo de energia, a velocidade de produção e a qualidade do encolhimento em diferentes tipos de filmes. Compreender as diferenças entre as duas principais tecnologias disponíveis é fundamental para tomar a decisão correta de investimento. Aquecimento por Resistência Elétrica (Tubos de Quartzo) Os sistemas tradicionais utilizam resistências elétricas, frequentemente encapsuladas em tubos de quartzo, localizadas nas partes superior, inferior e laterais da câmara. O calor gerado é distribuído por ventiladores potentes, criando um ambiente de convecção forçada que garante o encolhimento uniforme do filme em todas as faces do produto. Esta tecnologia é extremamente robusta e versátil, sendo ideal para filmes de maior espessura e produtos que requerem um encolhimento mais agressivo, como fardos de polietileno (PE). O controle independente de temperatura por zonas permite ajustes precisos para diferentes geometrias de embalagem, tornando esses equipamentos altamente flexíveis para linhas de produção com mix variado de produtos. Aquecimento por Infravermelho (IR) A tecnologia infravermelha representa um avanço significativo em eficiência energética e controle térmico. Em vez de aquecer o ar ao redor do produto, a radiação infravermelha aquece diretamente o filme plástico, sem necessidade de aquecer toda a massa de ar da câmara. Isso resulta em um tempo de aquecimento mais rápido, menor perda de calor para o ambiente e um encolhimento mais uniforme, especialmente em filmes finos e sensíveis ao calor. É a escolha preferencial para produtos sensíveis a altas temperaturas, como cosméticos, produtos farmacêuticos e alimentos que não podem ser expostos a calor excessivo. A tecnologia IR também oferece vantagens em termos de consumo elétrico, pois a energia é direcionada diretamente para o substrato a ser encolhido, sem desperdício térmico. Comparativo Técnico: Resistência vs. Infravermelho Característica Resistência (Quartzo) Infravermelho (IR) Princípio de Aquecimento Convecção forçada (ar quente) Radiação direta no filme Eficiência Energética Moderada Alta (menor desperdício) Velocidade de Aquecimento Moderada Rápida Uniformidade de Encolhimento Boa (com ventilação adequada) Excelente Ideal para Filmes PE, PVC espesso, PP POF, PVC fino, filmes sensíveis Temperatura do Ambiente Aquece mais o entorno Menor aquecimento do ambiente Custo do Equipamento Moderado Ligeiramente superior Aplicações Típicas Fardos de bebidas, agrupamento pesado Cosméticos, farmacêuticos, alimentos Tipos de Filmes Termoencolhíveis e Suas Aplicações A seleção do filme correto é tão importante quanto a escolha do túnel. Cada material possui propriedades únicas de encolhimento, transparência, resistência mecânica e compatibilidade com diferentes produtos. A decisão errada pode resultar em embalagens com rugas, rasgos ou aspecto opaco, comprometendo a apresentação do produto no ponto de venda. Figura 3: Os três principais tipos de filmes termoencolhíveis utilizados em túneis de encolhimento: PVC, POF (Poliolefina) e PE (Polietileno), cada um com características e aplicações específicas. Tipo de Filme Características Principais Temperatura de Encolhimento Aplicações Industriais Comuns PVC (Policloreto de Vinila) Excelente transparência, encolhimento rápido a baixas temperaturas, custo moderado, boa rigidez. 120–180°C Caixas de software, CDs/DVDs, multipacks leves, produtos não alimentícios, papelaria. POF (Poliolefina) Altíssima resistência a rasgos, atóxico (aprovado para contato com alimentos), encolhimento uniforme e sem fumaça, excelente clareza óptica. 130–160°C Alimentos, bebidas premium, cosméticos, produtos de formas irregulares, farmacêuticos. PE (Polietileno) Grande espessura e resistência mecânica, ideal para agrupar produtos pesados (bullseye wrap), custo-benefício excelente para grandes volumes. 150–200°C Fardos de água e refrigerante, enlatados, materiais de construção, agrupamento industrial. PP (Polipropileno) Alta rigidez, boa transparência, resistência química, aspecto premium. 160–190°C Produtos de higiene, cosméticos premium, caixas de presente, produtos de luxo. A tendência da indústria moderna aponta fortemente para o uso do POF (Poliolefina), devido às suas propriedades ecológicas, segurança alimentar certificada e acabamento superior. No entanto, o PE continua sendo a escolha dominante no agrupamento de cargas